Home > Resources > Technical Guides > Stainless Steel Technical Guide > Class III – Austenitic Stainless Steels
Stainless Steel Technical Guide
View technical guides for guidance on welding various metals and selecting the right Hobart Brothers filler metal solution for your application.
Stainless Steel Technical Guide
Class III – Austenitic Stainless Steels
Class III – Austenitic Stainless Steels
General Comments
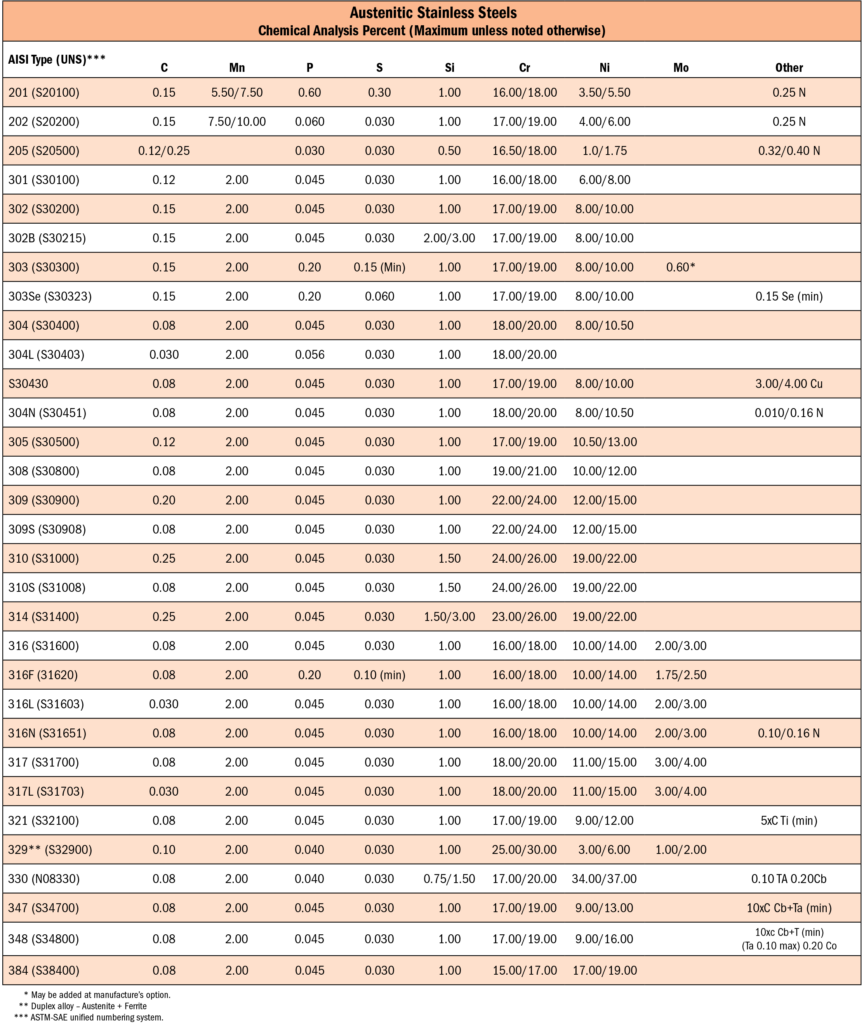
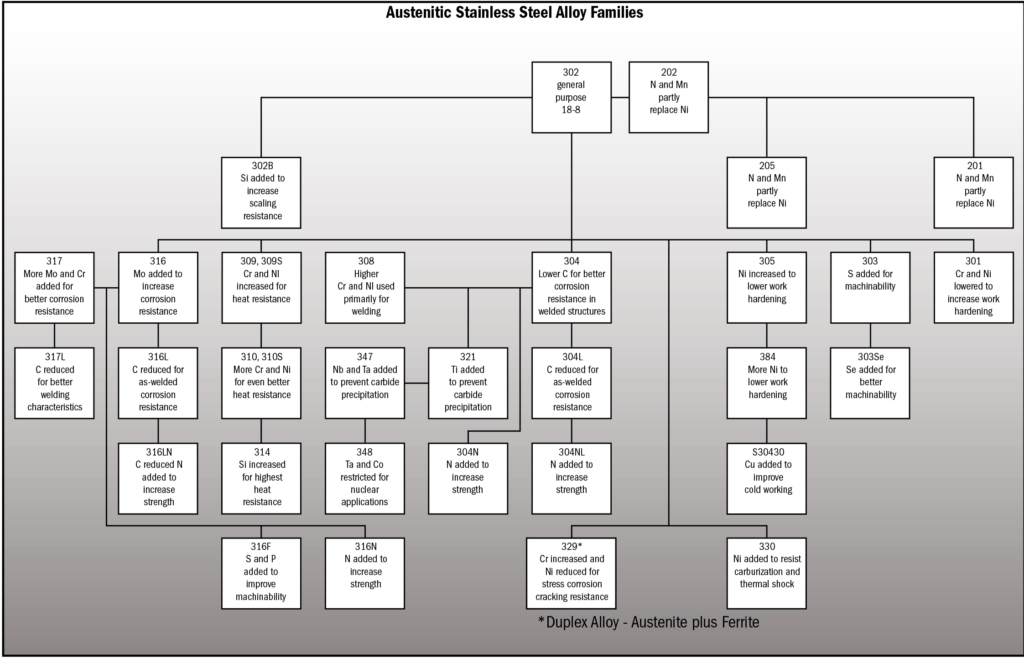
The Austenitic stainless steel 300-series filler metals (with Cr content ranging from about 15-32% and Ni content about 8-37%) are used in over 90% of stainless steel welding applications for the simple reason that austenitic stainless steels are much more weldable than martensitic, ferritic or precipitation-hardening stainless steels. They have good corrosion resistance and excellent strength at both low and high temperatures. Welded joints in 300 series steels are characterized by a high degree of toughness even in the as-welded condition. Standard AISI grades are shown in Figure 15 and Figure 16.
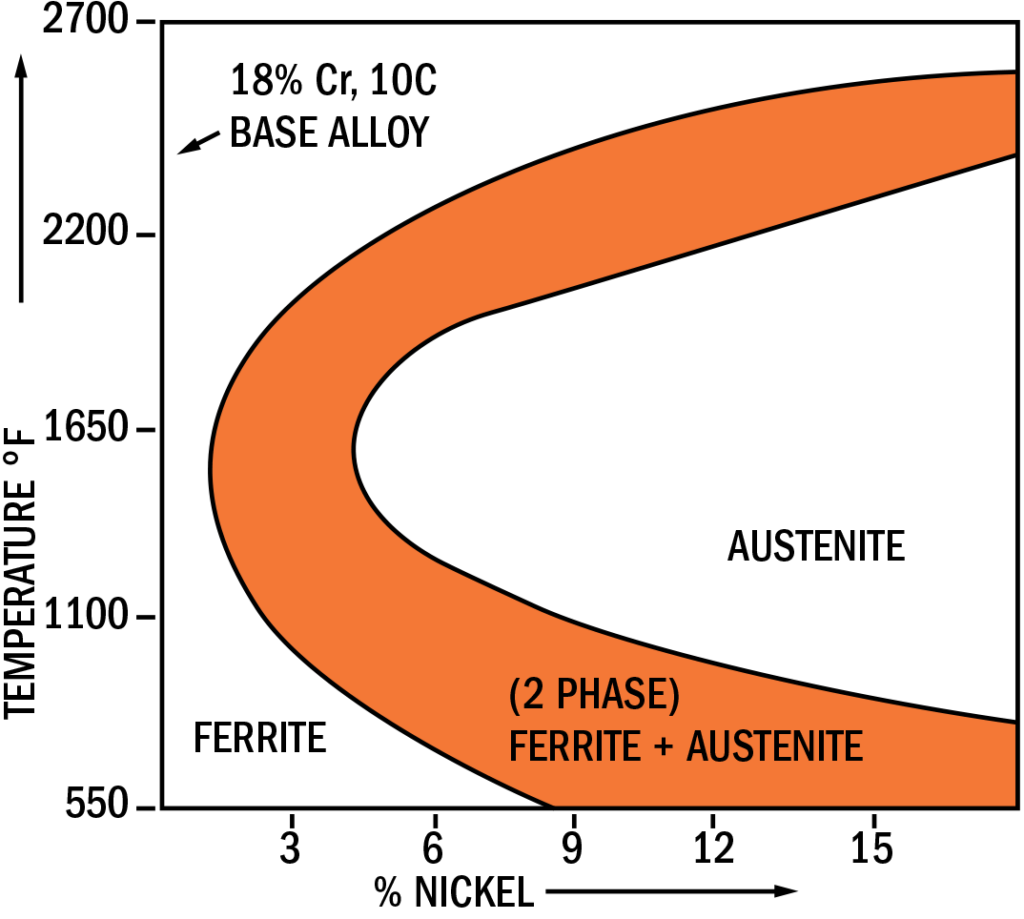
In contrast with the “straight chromium” martensitic and ferritic classes, the austenitic class contains nickel as a second major alloying element e.g. Type 304 with 19% Cr, 9% Ni, 1.5% Mn. See Figure 14. In the AISI 200 series, manganese is increased to replace some of the nickel on the basis of about 2 Mn for 1 Ni and nitrogen (N) is added up to about 0.25%. The effect of Ni at the levels used in austenitic stainless steels (in many common grades 10-20% Ni along with about 20-25% Cr and carbon levels normally less than 0.25%) is to suppress the transformation of austenite — it makes it so sluggish that the austenite phase is stable even at room temperature and below. See Figure 17.
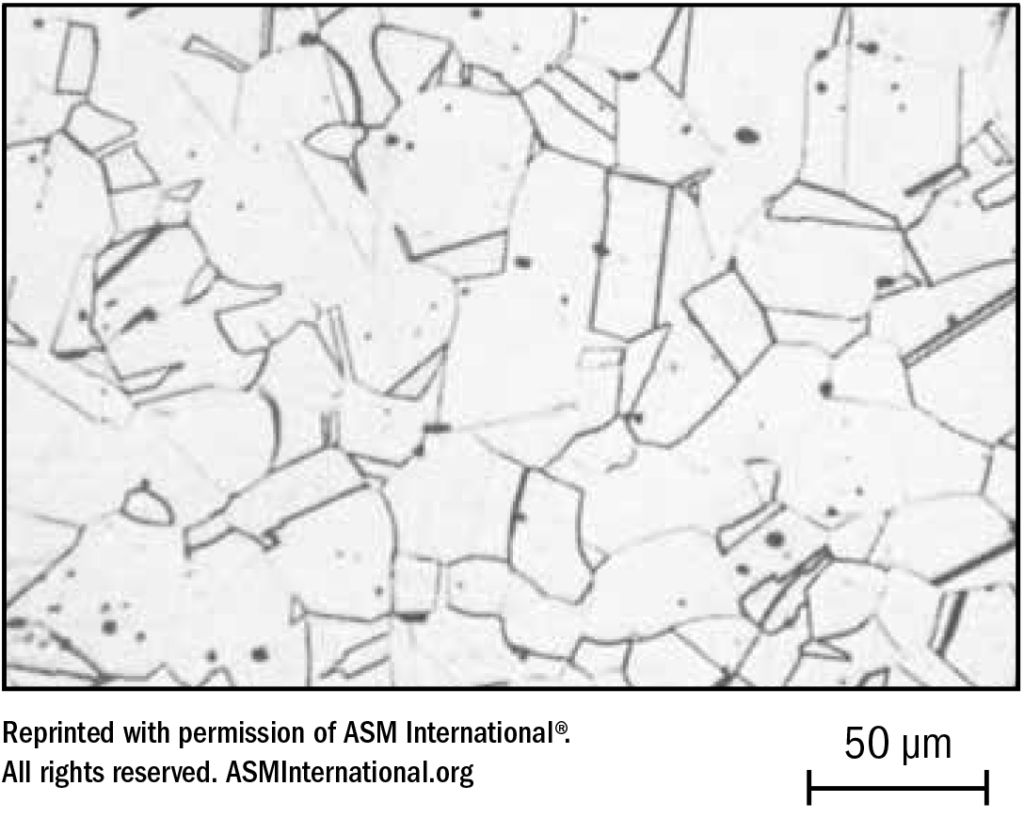
Because these steels are primarily austenitic, they are essentially non-magnetic and not subject to arc blow in welding. Magnetic characteristics of austenitic stainless steel weld metals will actually vary from non-magnetic, as in fully austenitic Types 310, 320 and 330, to noticeably magnetic, as in Type 312, which contains more than 25% ferrite – the phase responsible for magnetic characteristics. Most common austenitic stainless steels, such as 308(L), 309(L), 316(L) and 347, are slightly magnetic due to the presence of some ferrite. Although fully annealed austenitic stainless steels are non-magnetic, some degree of magnetism can be induced by subsequent cold working of lower alloyed grades such as Type 304 (Figure 18).
They Are Different
Although the 300 series austenitic stainless steels are welded with greater ease than the 400 series, there are several factors peculiar to this class that must be considered to ensure the production of satisfactory weldments. When compared with plain carbon, low alloy or 400 series stainless steels the austenitic types have lower melting points, higher electrical resistance, lower coefficients of thermal conductivity (about 1/3 of plain carbon steel) and coefficients of expansion as much as 50% greater. For these reasons less heat input (less current) is required for fusion. Lower thermal conductivity results in a greater tendency for heat to concentrate in a small zone adjacent to the weld. Higher thermal expansion characteristics can result in warping or distortion, especially in thin sections, suggesting greater need for jigging to maintain dimensional control. See Figure 8 on page 7 for comparison of carbon steel 400 series (straight chromium) and austenitic series (chromium-nickel) stainless steels.
Welding procedures must reconcile the differences discussed above. Filler metals specified should be compatible with the base metal and provide crack-resistant deposits which are equal to or better than the base metal in terms of soundness, corrosion resistance, strength, and toughness. Since weld metal with composition equivalent to base metal does not usually match the properties or performance of wrought base metal, it is common practice to enrich weld metal alloy content. For example, in AISI 316, the Cr and Ni ranges are 16-18% and 10-14% respectively; in E316-16 covered electrode deposits, the Cr and Ni ranges are 17-20% and 11-14% respectively.
Design engineers should be aware of several potential problems caused by the differential in expansion characteristics in dissimilar metal welding using austenitic stainless steel filler metal. The effect of cyclic temperature changes must be considered. Thermal stress relief may be counter-productive due to the stresses imposed during subsequent cooling of the welded joint.
Cleanliness is particularly important in welding austenitic stainless steels. The weld joint area must be free of dirt, grease, crayon marks, etc. to avoid porosity and pick-up of carbon. Only stainless steel wire brushes which are used for stainless material only should be used on finished welds; carbon steel brushes could introduce contamination, causing surface rusting.